为了给您提供更的钢板卷管物流配送产品信息,解锁钢板卷管物流配送产品新体验,视频带你玩转每个细节!
以下是:湖南长沙钢板卷管物流配送的图文介绍


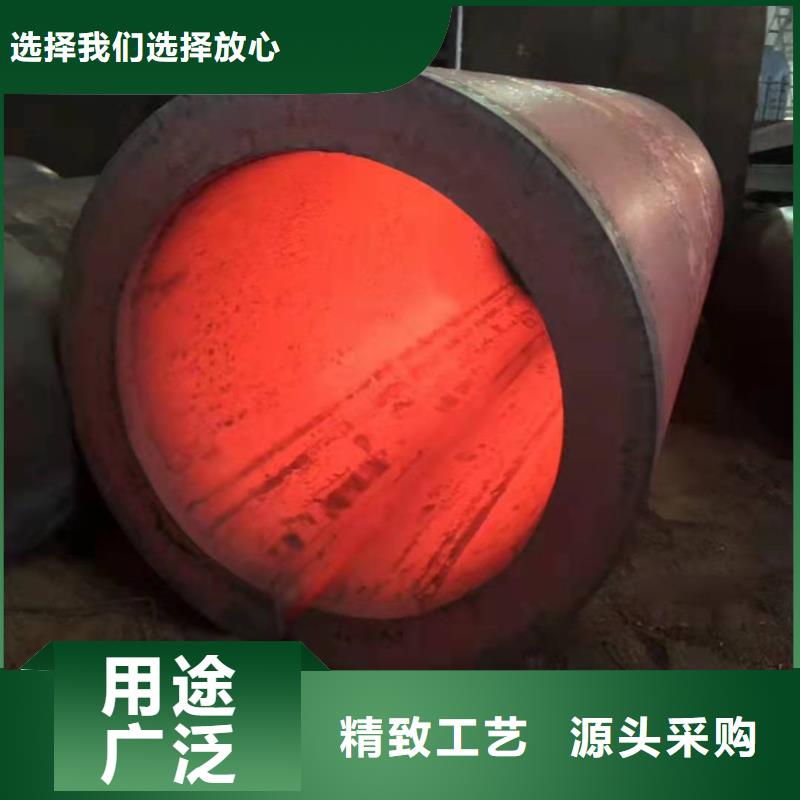
大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图



山特金属制品(长沙市分公司)以高质量的产品创行业品牌,以专业的技术和诚挚的热情开拓市场,以优质的 桥式滤水管产品,赢得用户。 桥式滤水管产品远销国内外 国内销往河北、山东、河南、湖南 、湖北、江苏省、安徽、浙江省、福建、海南、广东、四川省、山西、陕西、宁夏、内蒙,台湾等地。


钢板卷管山特金属有限公司有限公司位于孔孟之乡、运河之都——山东聊城。是一家集工程机械整机、非标***设备、工装治具、零部件、开发、生产与销售的大型现代化工程机械有限公司。公司拥有强大的技术开发团队,严格的生产管理条例以标准的流水线化的生产作业,公司现注册人员200人,其中高级工程师6人,硕士研究生8人。公司视客户为“衣食父母”,以“服务客户,报效社会”为使命,以精湛技艺为客户提供***服务;坚持以质兴企,恪守“工匠”精神;坚守“商道酬信”的行为准则,形成了“诚信合力”的企业核心价值观。公司守合同重信用,在同行业中率先通过了质量/环境/管理体系认证,取得《ISO:9001质量管理体系》认证及 质量监督总局《特种设备制造许可证》,被认定为《 高新技术企业》。公司坚持“立足山东,面向全国,走向世界”的经营发展战略,驰骋全国30个省、市、自治区,并走出***,远销印尼、越南、老挝、孟加拉国、泰国、哈萨克斯坦、吉尔吉斯斯坦、埃塞俄比亚、吉布提、刚果(金)、格鲁吉亚、俄罗斯等20多个 ,与多个行业的几家***大型企业建立了长期战略合作关系,赢得良好的市场信誉。回顾过去,我们心潮澎湃;展望未来,我们信心倍增。凯信人将发扬“严格、踏实、上进、***”的企业精神,抢抓机遇,迎接挑战,用心血和汗水,去克服前进道路上的重重困难,为实现公司“、有为、长青”的美好愿景和中华民族伟大复兴的中国梦而努力奋斗!



stgg

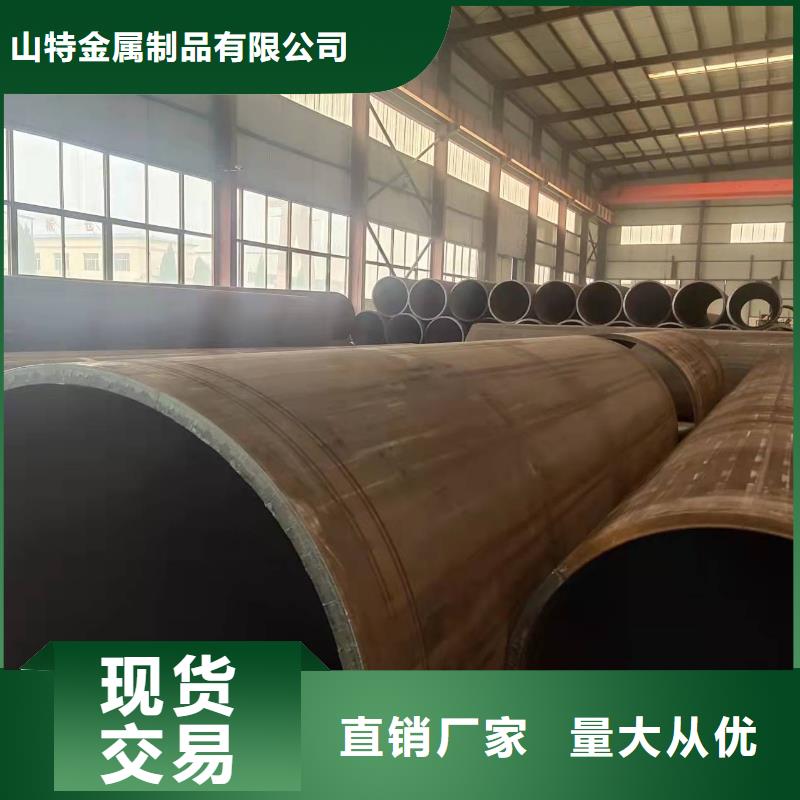
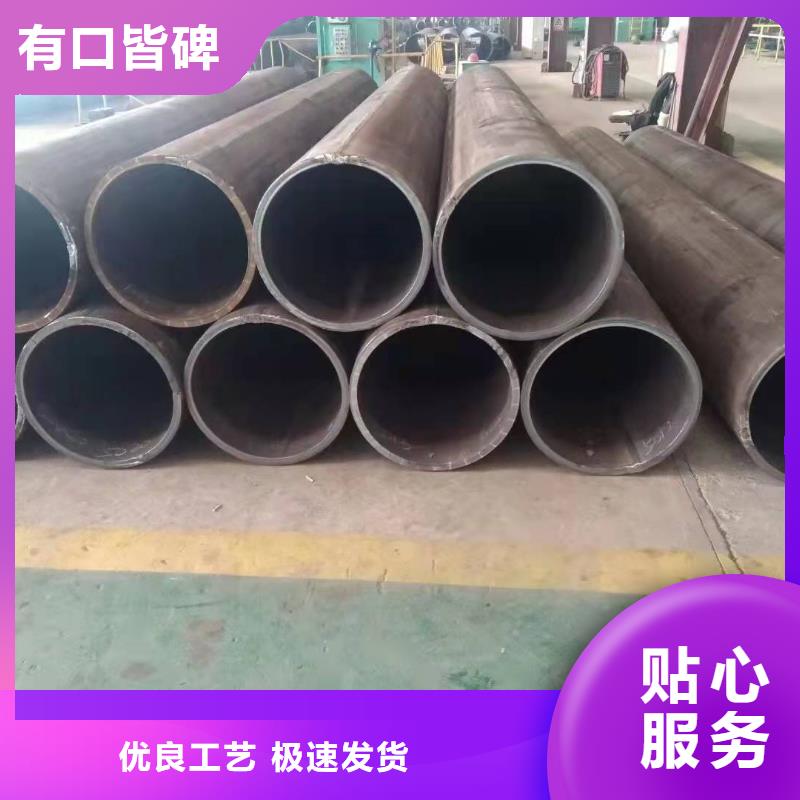
山特公司拥有完善的钢板卷管,厚壁卷管,大口径卷管丁字焊卷管,探伤焊卷管,16Mn卷管,Q345B卷管,异型卷管等生产线的卷管厂,是可生产各种规格各种壁厚的大型卷管的卷管厂。本厂的厚壁卷管大型卷管产品销往全国各大型企业,深受客户信赖与好评。 公司严格按照ISO9001:2000国际质量管理体系的标准进行钢板卷管,厚壁卷管,大口径卷管,丁字焊卷管,探伤焊卷管,16Mn卷管,Q345B卷管,异型卷管的生产。




 扫一扫
扫一扫